
Verarbeitungshinweise maridur® 30 – 70
Zuschnitt / Formatbearbeitung
Zuschnitt der Platten mit Kreissägenblättern
Für ein gutes Schnittergebnis sind verschieden Faktoren verantwortlich:
- Dekorseite nach oben
- richtiger Sägeblattüberstand
- Vorschubgeschwindigkeit
- Zahnform
- Zahnteilung
- Drehzahl
- Schnittgeschwindigkeit
Empfohlene Sägezahnformen:
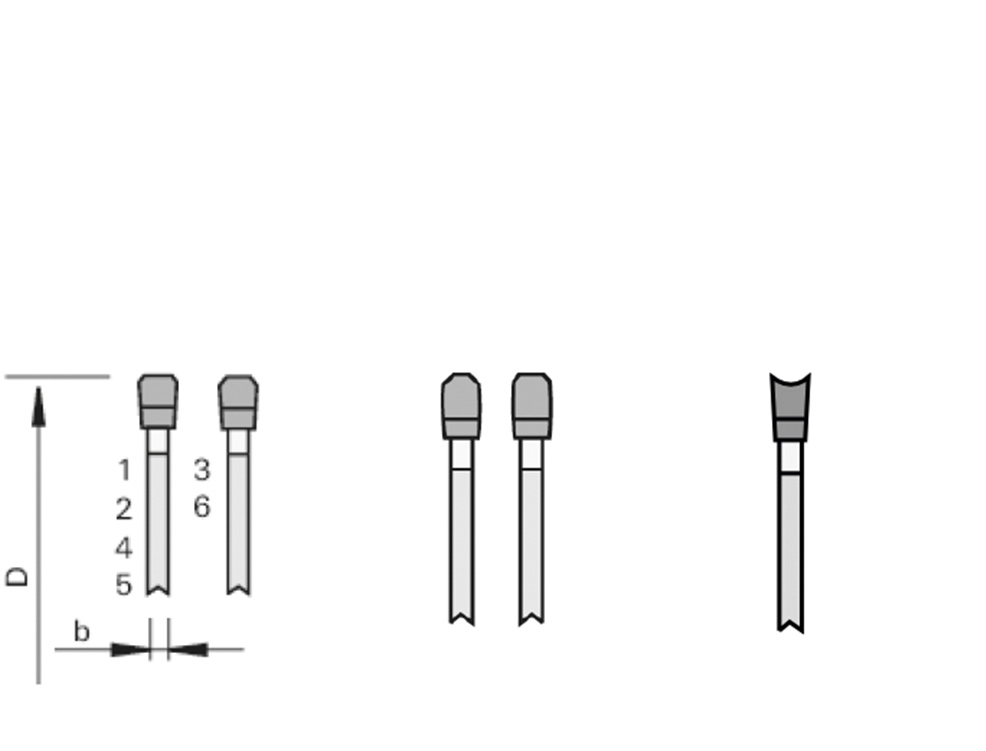

Die empfohlene Schnittgeschwindigkeit liegt bei 70 – 90 m/sec.
Bei polykristallin diamantbestückten (DP) Kreissägeblättern ist der obere Wert zu wählen. Es ist ein Vorschub pro Zahn von 0,06 – 0,07 mm anzustreben.
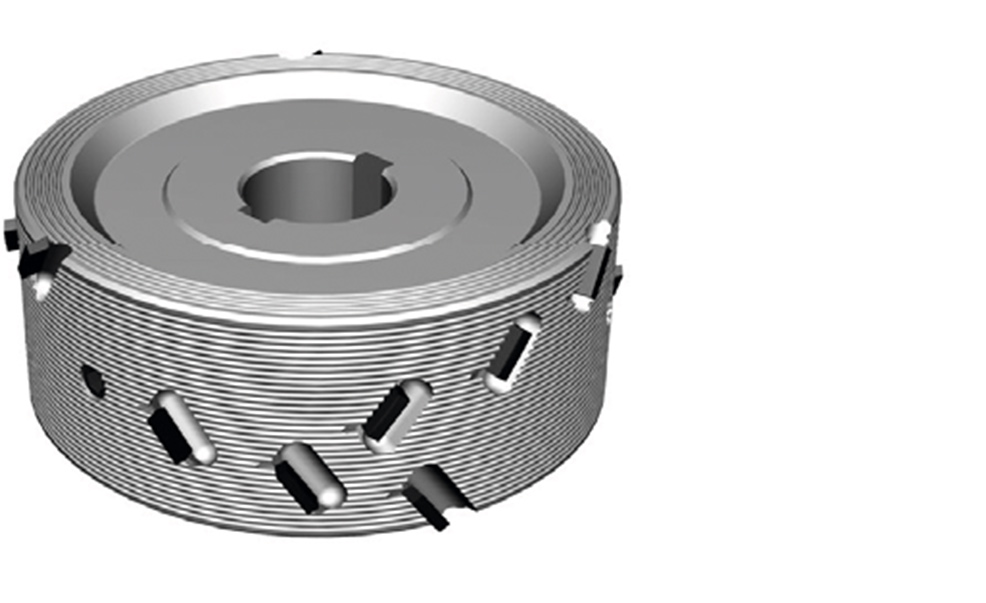
Fräs-/Randbearbeitung:
Generell können für die Fügebearbeitung im Durchlauf, Werkzeuge mit Hartmetall und Diamantschneiden verwendet werden. Für das Formatieren mit Füge-Fräsern wurden sehr gute Ergebnisse mit Werkzeugen erzielt, die einen geringen Achswinkel aufweisen. Bei Diamant-Werkzeugen eignet sich ein Achswinkel von 35°, bei einem Hartmetall-Wendeplatten (HW) Fräser ein Achswinkel von 15°. Der ideale Vorschub pro Zahn (fz) liegt zwischen 0,7 - 0,75 mm. Die empfohlene Schnittgeschwindigkeit liegt bei 70 - 90 m/sec. Bei polykristallin diamantbestückten (DP) Kreissägeblättern ist der obere Wert zu wählen. Es ist ein Vorschub pro Zahn von 0,06 - 0,07 mm anzustreben.

Smartjointer airFace
DIAMAX airFace

Möbelteile lassen sich mit Dübeln, Flachdübeln, Nut und Feder etc. verbinden.

Das Einbringen und Befestigen von Beschlägen ist unproblematisch.

maridur® lässt sich ähnlich wie Holzwerkstoffe bohren, schleifen und verschrauben.

Die Bearbeitung kann mit allen gängigen Tischlerei-Maschinen erfolgen.
Bearbeitung auf CNC-Maschinen
Trennschnitte, Fügeschnitte, Taschenfräsungen usw. können ohne Probleme mit gängigen Schaftfräsern durchgeführt werden. Die Auswahl richtet sich nach der Anforderung an die gewünschte Schnittqualität. Grundsätzlich sind Vollhartmetall-Schaftfräser sehr gut geeignet, da diese meist durchgängige Schneiden aufweisen. Absolut glatte Schnitte können mit Vollhartmetall (VHW) Schaftfräsern mit durchgehender Spirale und Wendeplattenfräsern mit durchgehenden Schneiden erzeugt werden. Auch diamantbestückte Werkzeuge mit geringem Achswinkel funktionieren gut.